
Андрей Алексейчик, начальник отдела неразрушающего контроля
Опубликовано в
«Производство электроники», № 1 за 2012 год.
Как показывает практика, несмотря на кажущуюся простоту операции, наиболее проблемным в линии SMD является процесс нанесение припойной пасты. Новейшая система оптического контроля PowerSpector фирмы Marantz Electronics (Япония) помогает не только обнаружить ее некачественное нанесение, но и предупредить дефект при помощи инновационной
Принято считать, что с появлением 3D-инспекции технология контроля качества нанесения паяльной пасты достигла максимального уровня развития. Однако, последняя разработка специалистов компании Marantz Electronics Ltd. (Япония) доказывает обратное: есть ещё потенциал для улучшения характеристик и расширения возможностей существующих технологий. Объединив сильные стороны продвинутых 3D— и традиционных 2D-систем в одном измерительном цикле, Marantz Electronics предлагает уникальную «5D-технологию», обеспечивающую обнаружение и предотвращение ВСЕХ типов ошибок нанесения паяльной пасты.
Как известно, 2D-измерения (по осям X и Y) необходимы для определения таких параметров, как смещение, размытие и перемычки. Более совершенное 3D-измерение (ось Z) добавляет информацию о высоте и объеме. При сочетании данных методов для выявления отклонений по каждой из осей существенно повышается рентабельность инвестиций в

1Ассоциация Технологий Поверхностного Монтажа (Surface Mount Technology Association)
На сегодняшний день последняя мировая тенденция в производстве — отказ от ремонта в пользу профилактики дефектов и улучшения контроля над технологическим процессом. Но в России инженеры до сих пор ставят под сомнение необходимость инспекции паяльной пасты, и большинство отечественных SMT-линий не имеют в своем составе систем для ее контроля. При этом статистика показывает, что большинства дефектов можно избежать еще на этапе нанесения пасты. Согласно исследованиям, проведенным IBM в Остине ещё 10 лет назад, объём пасты является важнейшей характеристикой, которая обеспечивает качество пайки. В отличие от генератора случайных чисел, современные технологии позволяют измерить объём пасты и её 2D-характеристики.
Изначально для автоматической инспекции паяльной пасты применяли традиционную систему АОИ. Специально для этого были разработаны алгоритмы измерения следующих 2D-параметров: наличие пасты, форма, смещение, размытие; для программирования — трансляция
Лазерная триангуляция и
Для получения информации о высоте дозы пасты, которая для нормального процесса печати обычно колеблется в пределах от 50 до 300 мкм, крайне важно правильно определить точку отчета — нулевой уровень. Как правило, за нулевой уровень принимается поверхность контактной площадки, но после печати паяльная паста покрывает площадку и ее поверхность не может быть использована в качестве «нуля» для измерения высоты. Для большей точности измерения и компенсации неизбежных деформаций платы необходимо учитывать окружающие площадки. Для этого во время программирования используют эталонную ПП, однако, печатные платы не идентичны на 100%, и толщина площадок на ПП может меняться от партии к партии.
Лазерная триангуляция — самая старая среди технологий для измерения высоты пасты. Cуть этой технологии заключается в следующем. Луч лазера проецируется сверху вниз на ПП, а камера регистрирует его отражение. Источник лазера с камерой перемещается над поверхностью ПП для покрытия всей площади. Расчет высоты происходит методом триангуляции (Рис. 2).

Для получения лучшей повторяемости и уменьшения эффекта тени иногда применяют два лазера, установленные под углом друг к другу. Результаты измерений высоты усредняются.
Муаровая топография — трёхмерное измерение методом фазовой модуляции. Основа муарового метода: линии проецируются на пасту, результирующее изображение захватывается под известными углами, а высота рассчитывается методом триангуляции (Рис. 3).

Проверка большой площади осуществляется путем объединения последовательности небольших областей (поле зрения (FOV)), дополнительно применяется корректировка фокуса для компенсации деформации платы. Повторяемость метода достигается за счет избыточной выборки снимков. С помощью источника белого света компенсируются колебания цвета и изменения отражения. Тем не менее, диапазон измеряемых высот остается достаточно узким, поэтому ниже 50 мкм появляется нестабильность. Также при слиянии двух областей FOV (например, для BGA) меняется фокус и появляются оптические искажения — в результате различия в измерениях высоты,
Новый подход к SPI усиливает преимущества 3D-изображений путем добавления сильных сторон 2D-инспекции за счет применения вертикальной камеры и цветной подсветки под разными углами и направлениями. Это обеспечивает гораздо более точные результаты:
• измерения площади (форма, размытие, усадка),
• обнаружения перемычек,
• измерения смещения.
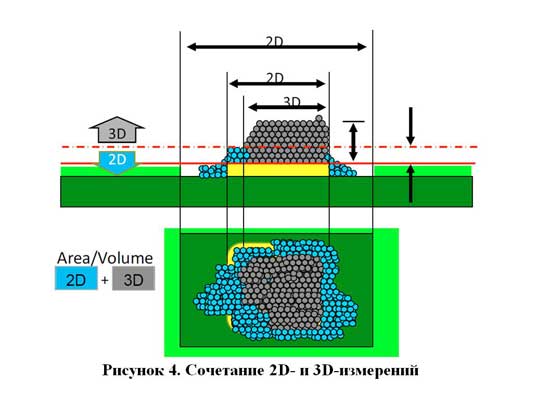
Как отмечалось ранее, 3D-технологии не могут обеспечить точность измерений пасты высотой менее 50 мкм, и, следовательно, при этом теряется важная часть информации. Кроме того, площадь реально не измеряется, а рассчитывается по значениям высоты, что приводит к снижению точности результатов. С другой стороны, 2D-метод измеряет площадь, а также форму дозы пасты, поэтому центр дозы рассчитывается точно, следовательно, расстояние до центра площадки может быть определено более надежно и использовано для коррекции смещения.
Сочетание 2D— и 3D-измерений (Рис. 4) с использованием различных технологий (что и является своего рода технологией «5D») приводит к снижению ошибок, более жестким критериям и улучшению управления процессом нанесения пасты. Самым важным преимуществом при включении 2D-измерений является резкое улучшение определения нулевого уровня для 3D-измерений.
3D-системы
Ценность SPI не только в том, что данный вид контроля позволяет найти дефекты и улучшить выход годного. Это своего рода инструмент управления технологическим процессом, который может уменьшить возникновение дефектов и тем самым улучшить качество печати. Однако чтобы система SPI была эффективна, она должна иметь легкое в использовании встроенное программное обеспечение для статистического управления процессом (SPC) в режиме реального времени. Обычно вместе с SPI поставляется слишком сложное в использовании офлайн-SPC программное обеспечение, которое не может быть эффективным.
В дальнейшем SPI— и AOI-данные объединяются для анализа, что позволяет определить, берет ли найденный системой АОИ дефект свое начало в процессе нанесения пасты, а также необходимо ли скорректировать допуски системы АОИ для контроля определенных паяных соединений.
«5D SPI» — увеличение рентабельности
С введением «5D SPI» все ошибки при нанесении пасты могут быть надежно идентифицированы и исправлены. Три измерения (по осям X, Y, Z) необходимы для охвата широкого спектра дефектов печати и всех ошибок. 2D-измерения (по осям X и Y) необходимы для измерения параметров смещения, размытия, перемычки. Третье измерение (по оси Z) добавляет информацию о высоте и объеме. Таким образом, сочетание данных методов является лучшим для выявления отклонений по каждой из осей и существенно повышает рентабельность инвестиций в SPI-оборудование, обеспечивая управление технологическим процессом высокого уровня.
Система PowerSpector S1 фирмы Marantz гарантирует измерения фактической площади, формы, смещения, объёма и высоты наносимой пасты в одном цикле за один прием с высокой скоростью после печати. Все это стало возможным благодаря новой сенсорной технологии, сочетающей в себе 3D— и 2D-обработку изображений. Доказано: выявление дефектов до их возникновения снижает затраты на их исправление, обеспечивает мгновенное повышение выхода годного и ускоряет возврат инвестиций. Контроль нанесения пасты по »5D-технологии» обеспечивает идеальную настройку нанесения пасты, что в итоге позволяет скорректировать настройки принтера прежде, чем дефект распространится по всему изделию. Уникальным свойством системы Marantz PowerSpector S1 является возможность организации интерфейса данных с оборудованием для нанесения пасты и автоматического управления настройками и режимами трафаретных принтеров или дозаторов на основе анализа результатов их работы.
Анализ нанесения пасты (SPI) позволяет определить:
— изменения в структуре пасты, связанные с истечением срока годности или неправильным хранением,
— неправильный тип пасты,
— загрязнение или выход из строя трафарета,
— неправильные настройки принтера (дозатора),
— неправильное перемещение ракеля по направлению и скорости,
— износ ракеля,
— неправильную установку платы,
— загрязнения платы.
Пример применения системы автоматического оптического контроля паяльной пасты (SPI):

Довольно качественная производственная линия (110 ppm — стандартный результат) после внедрения системы автоматического оптического контроля нанесения паяльной пасты (SPI) имеет показатель 38 ppm — очень хороший результат.
Литература:
Henk Biemans (Marantz Business Electronics), 5D solder paste inspection — merits beyond 3D technology/Global SMT & Packaging — February, 2011.
| Вложение | Размер |
|---|---|
| Marantz Electronics.pdf | 1.12 МБ |